
Dişli Son İşlemini Anlamak: Dişli Taşlama, Honlama ve Taşlama
giriiş
Hassas dişli üretiminde güvenilir bir isim olan PairGears'da , tarım, otomotiv ve endüstriyel makineler için yüksek performanslı dişliler üretme konusunda uzmanlaştık. Onlarca yıllık deneyim ve gelişmiş işleme yetenekleriyle ekibimiz, her dişlinin optimum hassasiyet ve dayanıklılığa ulaşmasını sağlar. Bunu başarmak için, dişli taşlama, dişli honlama ve dişli taşlama gibi gelişmiş son işlem tekniklerine güveniyoruz; bunların her biri dişli üretim yaşam döngüsünde hayati bir rol oynar.
Bu blog yazımızda bu üç bitirme işlemini karşılaştırıp, PairGears'da olağanüstü dişli performansı sağlamak için bunları nasıl entegre ettiğimizi açıklayacağız.
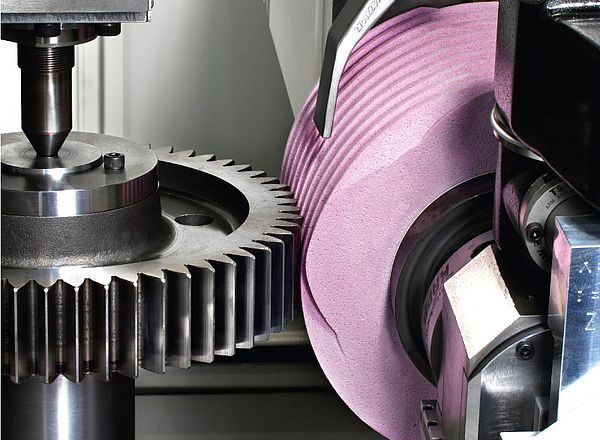
Dişli Taşlama: Hassas Şekillendirme
Dişli taşlama, genellikle diş şeklini iyileştirmek, bozulmayı gidermek ve yüksek boyutsal doğruluk elde etmek için ısıl işlemden sonra kullanılır. Aşındırıcı taşlama tekerlekleri kullanılarak, bu işlem yüksek kesme kuvvetiyle fazla malzemeyi temizler ve bu da onu yarı mamul veya tamamen sertleştirilmiş dişliler için ideal hale getirir.
• Amaç: Yüksek hassasiyetli dişli diş profili, verimli toplu işleme
• Kesme Kuvveti: Yüksek (taşlama tekerleği ile aşındırıcı kontrol)
• Aşama: Yarı bitirme veya bitirme aşaması
Daha fazla bilgi edinin: Dişli Taşlama İşleminin Ayrıntılı Açıklaması
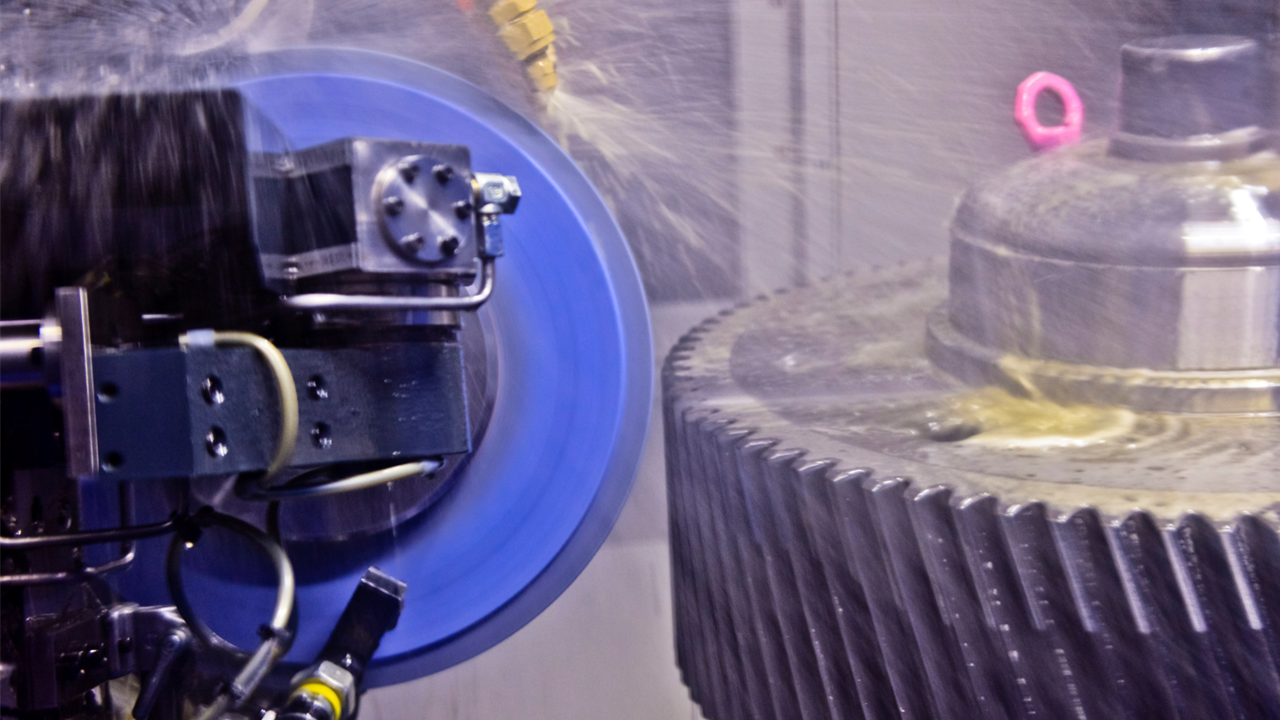
Dişli Bileme: Dokuyu İyileştirme ve Gürültüyü Azaltma
Honlama, dişli diş yüzeyinin mikro yapısını iyileştirmek, dokuyu iyileştirmek, çapakları gidermek ve gürültüyü azaltmak için özel bir honlama aleti kullanır. Bu işlem orta düzeyde kesme basıncıyla çalışır ve taşlama sonrası yüzey kalitesini iyileştirmek için mükemmeldir.
• Amaç: Mikro yapı iyileştirme, çapak giderme, gürültü azaltma
• Kesme Kuvveti: Orta ila düşük (basınç altında yağ taşı teması)
• Aşama: Son mikro ayarlama
Daha derine dalın: Honlama ile Dişli Performansını Artırma
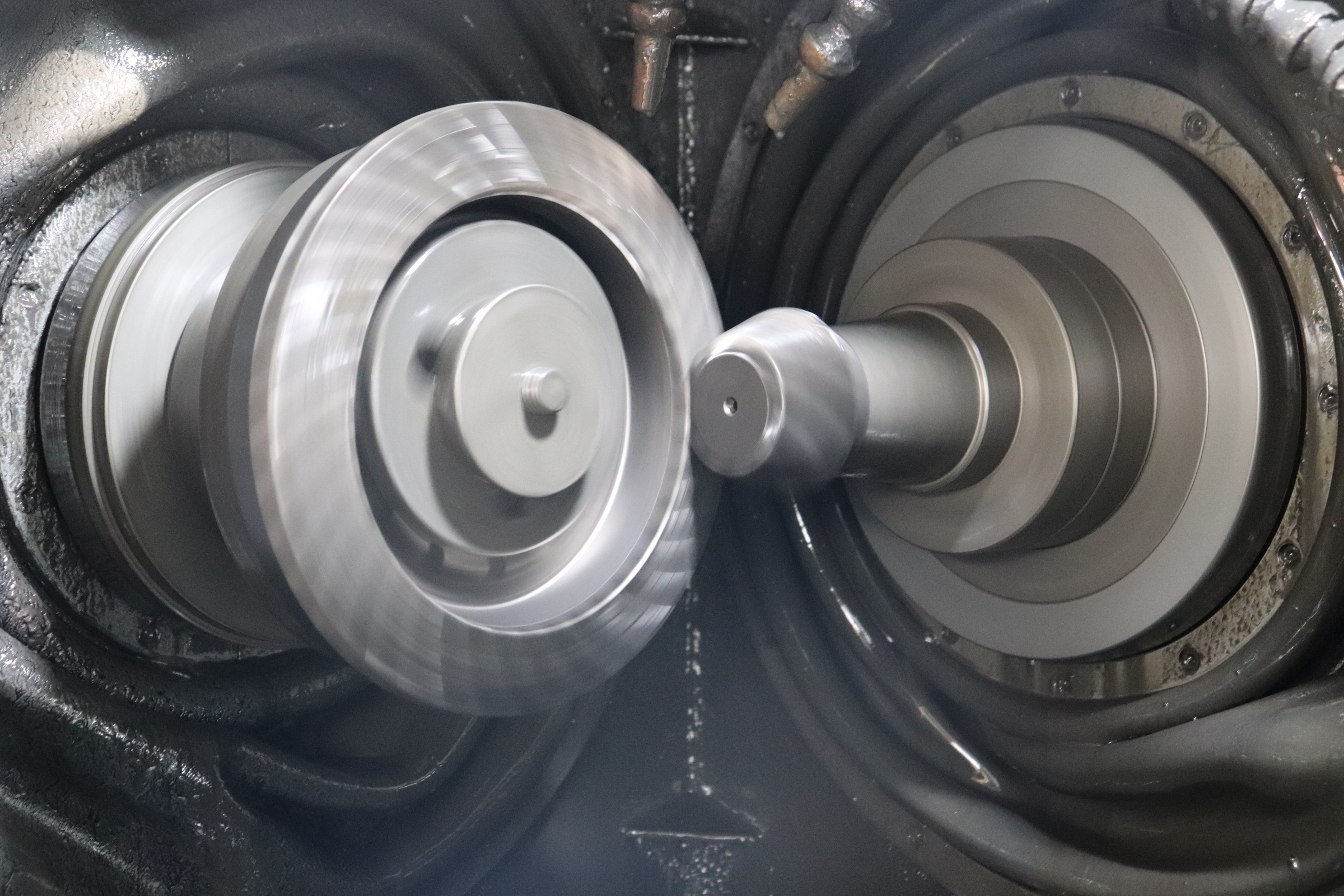
Dişli Taşlama: Sorunsuz Çalışma İçin Son İşlem
Lepleme, dişli dişlerini parlatmak ve optimum pürüzsüzlük ve temas desenini elde etmek için son derece düşük kesme kuvveti ve aşındırıcı bulamacın kullanıldığı dişli bitirme işleminin son aşamasıdır. Bu adım, şekilde mikro ayarlamalar sağlar ve çalışma ömrünü artırır.
• Amaç: Yüzey temizliği, şeklin mikro düzeltilmesi
• Kesme Kuvveti: Çok düşük (aşındırıcı bulamaçla serbest kesme)
• Aşama: Son bitirme
Daha fazla bilgi için: PairGears'da Dişli Taşlama İşlemi
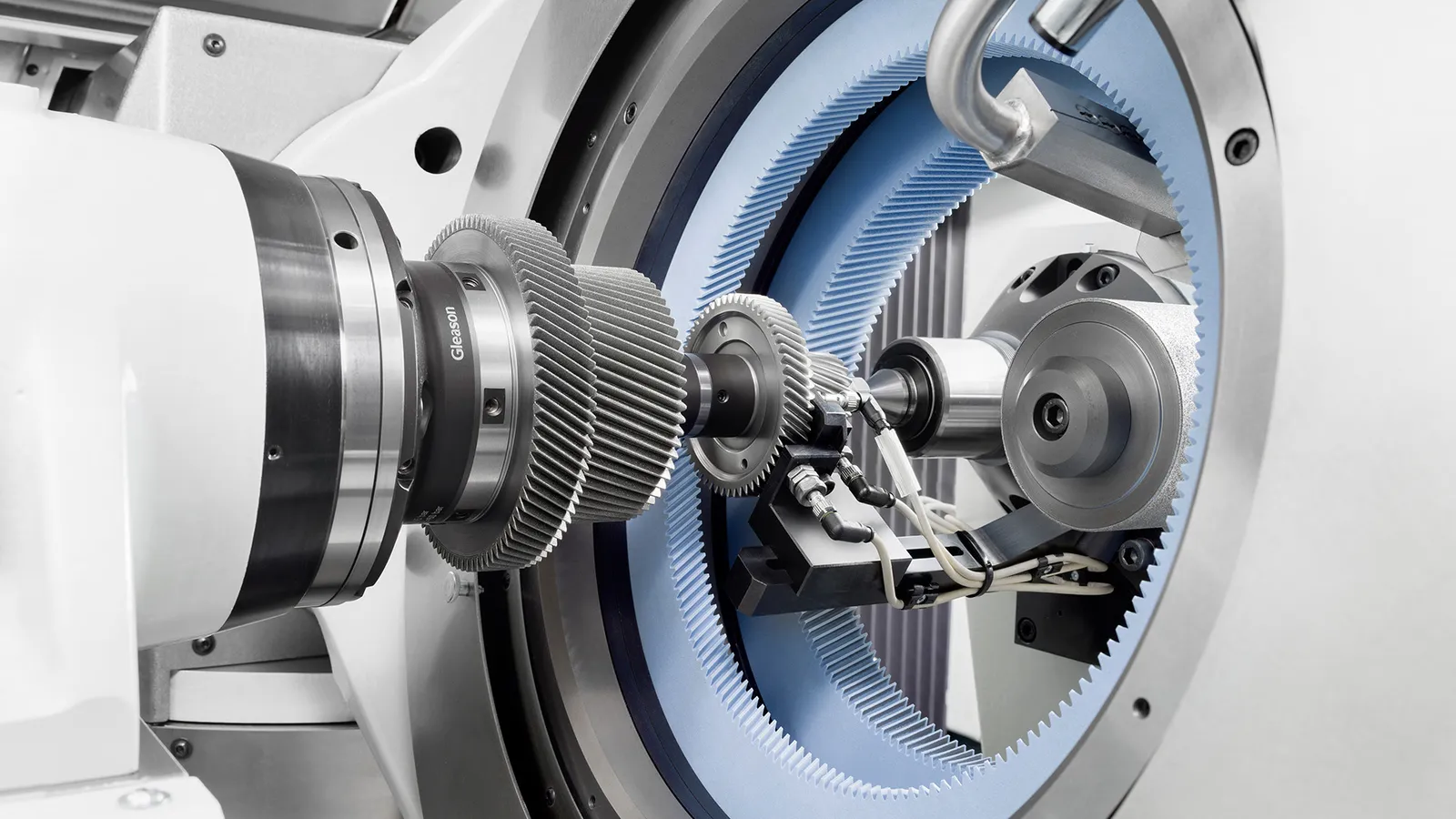
PairGears'da Üçlüyü Entegre Etmek
PairGears'da her bir bitirme işlemini dişlinin uygulamasına ve malzeme özelliklerine göre uyarlıyoruz. Taşlama şekli tanımlar, honlama işlevselliği iyileştirir ve taşlama en üst düzeyde pürüzsüzlük sağlar. Bu üçünü birleştirerek en yüksek performans standartlarını karşılayan dişliler sunuyoruz.
Tarım makinelerinden kamyon dişlilerine kadar, son işlem tekniklerimiz sessiz, dayanıklı ve verimli dişli sistemleri sağlar.
Çözüm
Dişli taşlama, honlama ve taşlama arasındaki farkları anlamak, doğru üretim stratejisini seçmek için önemlidir. PairGears'ta, bu tekniklerdeki ustalığımız, ürettiğimiz her dişlide mükemmellik sunmamızı sağlar.
Herhangi bir sorunuz varsa veya daha fazla yardıma ihtiyacınız varsa lütfen mühendisimizle iletişime geçmekten çekinmeyin: ben@pairgears.com.





